
 Эл. почта
Эл. почта
 Корзина
КорзинаАвтоматическая система установки винтов ASD-L206

Цена по запросу
Описание
Система автоматического завинчивания винтов ASD-L206 оснащена двумя рабочими головами. Предназначена для работы с двумя типами винтов. Перецизинные шаговые моторы и направляюшие обеспечивают высокую точность и повторяемость. Управление PLC контроллером и сенсорным экраном. Рабочая область установки винтов на каждом рабочем столе составляет 450х210х60мм.
СТРОЕНИЕ СИСТЕМЫ ASD-L206:
- Красивый дизайн с мощным основанием исключает появляение вибраций при работе на высокой скорости.
- Система подачи винтов высокого качества. Возможна опциональная установка закручивателя и питателя фирмы HOIS.

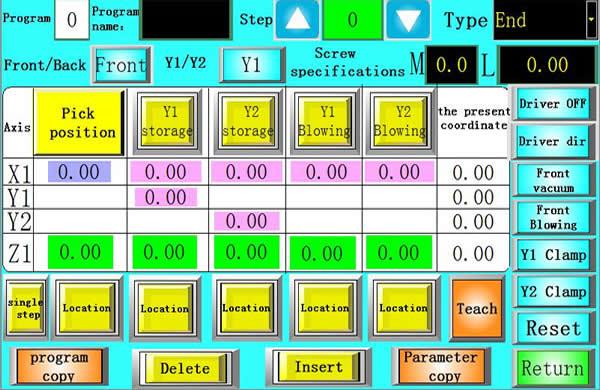
- Удобный интерфейс программирования на английском языке.
- Индивидуальные крепежные основания под продукт Заказчика.

- Установка оснащена функцией детекции отсутствия или неправильной установки винтов.
- Работа с большинством видов винтов и их головок.
Технические характеристики
| Размер рабочего стола | 450х210мм 2 шт. |
| Система передвижения | Шаговый мотор для осей X/Y/Z |
| Система контроля | PLC и сенсорный экран |
| Размер винта | М1-М5 |
| Метод захвата винта | Вакуум |
| Скорость закручивания винта | 1.0-2.2 сек/шт (в зависимости от длины винта) |
| Повторяемость позиционирования | ±0.05мм |
| Сжатый воздух | 0.4-0.7МПа |
| Габариты системы | 800х1500х1500мм |
| Питание | 220В 50Гц |
| Мощность | 300 Вт |
Порядок работы системы
- Оператор устанавливает два изделия на стол №1 и стол №2.
- Оператор запускает систему.
- Стол №1 перемещается к первой рабочей голове. Происходит установка первого типа винтов.
- Стол №1 перемещается к воторой рабочей голове. Происходит установка второго типа винтов.
- Стол №1 возращается на исходную позицию. Оператор может заменить изделие на столе №1. Обе рабочие головы перемещаются к столу №2.
- Стол №2 перемещается к первой рабочей голове. Происходит установка первого типа винтов.
- Стол №2 перемещается к воторой рабочей голове. Происходит установка второго типа винтов.
- Стол №2 возращается на исходную позицию. Оператор может заменить изделие на столе №2. Обе рабочие головы перемещаются к столу №1.
- Повторение всех циклов.